Introduction
Electroless nickel (EN) plating delivers uniform corrosion resistance and wear protection without electrical current — depositing evenly across complex geometries where consistent coating thickness is non-negotiable. That precision makes it indispensable for automotive, electronics, medical, and industrial applications alike.
The global EN plating market reached $1.04 billion in 2021 and is projected to hit $1.38 billion by 2025 — reflecting how critical this process has become across high-performance sectors. With that growth comes a wide range of pricing.
Costs vary from a few dollars for simple, high-volume parts to hundreds for complex aerospace components with tight specifications. This guide covers what drives those price differences, realistic cost ranges, and how to budget accurately for your application.
Key Takeaways
- Standard Ni-P runs $1–$3 per mil-ft²; Ni-B costs $10–$20; composite baths range $5–$25
- Bath chemistry, part complexity, coating thickness, and order volume drive the biggest price swings
- High-phosphorous Ni-P is the most economical option — Ni-B and PTFE composite baths carry a premium
- Surface prep, compliance testing, and setup fees add cost beyond the per-part quote
- Specify thickness, substrate material, and batch volume upfront to get accurate quotes
How Much Does Electroless Nickel Plating Cost?
EN plating has no fixed price—it depends on bath type, part geometry, thickness, volume, and shop overhead. Cost misunderstandings often lead to budget overruns or selecting a bath chemistry mismatched to the application.
General Pricing Benchmarks:
Industry data shows EN chemical costs average $3.00 per mil-ft², with total real costs (labor, energy, overhead) reaching approximately $13.92 per mil-ft². Per-part pricing varies from $5–$15 for small, simple components to $50–$300+ for larger or highly specified parts.
The tiers below break down what drives those price differences—from commodity corrosion protection to tightly specified aerospace work.
Basic / Entry-Level EN
Standard mid-phosphorous Ni-P with simple barrel or rack plating. Thickness typically runs 0.0002"–0.0005" with minimal surface prep, making this the most cost-efficient option for high-volume runs.
Best for:
- Industrial fasteners and hardware
- Basic mechanical parts needing general corrosion protection
- High-volume applications where tight tolerances aren't required
Mid-Range EN: Tighter Tolerances, Specific Chemistry
High-phosphorous or low-phosphorous Ni-P selected for a defined performance goal—whether that's amorphous corrosion resistance or hardness. Thickness tolerances tighten to ±10% or ±2 µm minimum, and precision rack plating replaces barrel processing. Light compliance documentation is typically included.
Best for:
- Precision-machined components and injection molds
- Automotive and electronics parts with dimensional requirements
- Applications where bath chemistry choice directly affects performance
High-Performance / Specialty EN
Nickel-boron (Ni-B) or PTFE-composite bath chemistry, full ASTM B733 or MIL-C-26074 compliance, salt spray testing, complex masking, and multi-step surface preparation. This tier carries the highest per-part cost—justified when documentation requirements and failure consequences are both significant.
Best for:
- Aerospace, medical, and defense components
- High-wear industrial applications with strict traceability requirements
- Parts where dimensional uniformity across complex geometry is non-negotiable
Key Factors That Affect Electroless Nickel Plating Cost
Pricing varies across technical, operational, and business variables. Changing even one specification can shift your quote considerably.
Bath Matrix and Alloy Type
The EN bath formula is the largest cost lever. Nickel-boron (Ni-B) chemical costs can range from five to ten times that of nickel-phosphorus (Ni-P) baths. PTFE composite coatings also command premium pricing due to chemical complexity and bath maintenance demands.
Part Geometry, Size, and Complexity
Surface area drives chemical and time consumption. Complex geometries—blind holes, recesses, internal threads—require special racking, extended immersion, or masking, all adding labor cost. Simple, flat, or convex parts cost less than intricate shapes.
Coating Thickness Specification
EN plating time (and cost) scales with required deposit thickness. A 0.0002" (5 µm) coating takes far less bath time than 0.001" (25 µm). ASTM B733 defines service condition classes:
- SC0: 0.1 µm minimum
- SC1 (Light): 5 µm
- SC2 (Mild): 13 µm
- SC3 (Moderate): 25 µm
- SC4 (Severe): 75 µm
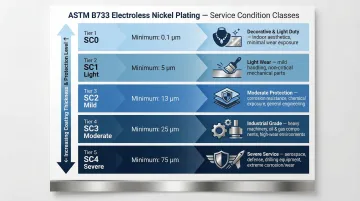
Specifying above what's needed adds cost. Typical plating rates range from 0.3 to 0.8 mil/hr (7.5 to 20 µm/hr).
Order Volume and Batch Size
Setup costs—racking, bath preparation, masking, inspection—are largely fixed per run. High-volume orders significantly reduce per-part cost. Small batch or prototype orders carry cost premiums due to setup time spread across fewer parts.
Base Material and Pre-Treatment Requirements
Some substrates require additional activation before EN adheres properly. Aluminum requires a zincate process to remove oxide and apply a thin zinc film. Titanium and its alloys need specific etching using hydrofluoric and nitric acids. Stainless steels often require a thin nickel or copper strike, adding process steps and cost. Carbon steel and copper alloys tend to be most straightforward and cost-efficient to pre-treat.
Full Cost Breakdown: What You're Actually Paying For
The per-part or per-square-foot quote bundles several distinct cost categories. Knowing what drives each one helps you evaluate quotes accurately and anticipate charges before they appear on an invoice.
Chemical costs are the biggest recurring driver. EN chemistry is one of the more expensive plating processes — nickel replenishment, sodium hypophosphite (the reducing agent), and bath stabilizers are all consumed continuously and replenished per run.
Surface preparation adds labor and time before a single part enters the bath. Depending on the substrate, this can include ultrasonic cleaning, acid pickling, abrasive blasting, or special activation sequences. Complex substrates mean more steps and higher pre-treatment costs.
Labor, racking, and machine time are typically priced based on direct labor hours, according to Products Finishing. Racking and unracking, bath monitoring, temperature control, and in-process checks all factor in — which is why part geometry and rack density directly affect your quote.
Compliance testing and documentation apply when specs like ASTM B733 or MIL-C-26074 are required. Thickness testing (magnetic induction or X-ray spectrometry), adhesion testing (bend, impact, thermal shock), and salt spray testing (ASTM B117) each carry their own cost. Ask your shop whether spec testing is included in the per-part price or invoiced as a separate line item.
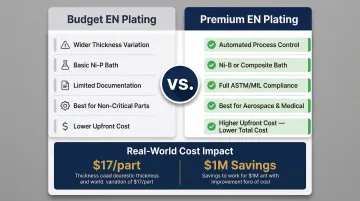
Budget vs. Premium Electroless Nickel Plating — What's the Difference?
The real difference between budget and premium EN plating comes down to process control, output consistency, and what failures cost you downstream.
Performance and Consistency
Lower-cost shops running basic Ni-P baths may deliver acceptable results for non-critical applications but often show wider coating thickness variation. Premium shops with automated monitoring deliver more consistent deposits, especially important for precision-tolerance parts. For industrial applications, thickness tolerance is typically kept within ±10% of nominal value, with a minimum of ±2 µm.
Durability and Long-Term Value
That inconsistency has a price. A marginally cheaper per-part cost that leads to premature corrosion failure, rework, or rejected batches often costs more in total. A firearms manufacturer found that EN-plated 1155 steel significantly outperformed 416R stainless steel in salt spray testing, resulting in a cost savings of over $17.00 per gun. Another manufacturer saved over $1 million in the first year by switching from stainless steel to EN-plated 1026 and 1018 steel.
When to Spend More vs. Less
The right tier depends on what's at stake:
- Budget EN works for high-volume, low-risk industrial parts where moderate variation is acceptable
- Premium EN makes sense when parts face aggressive environments, carry compliance requirements, or are costly to replace or rework
How to Estimate the Right Budget for Electroless Nickel Plating
The right budget starts with knowing your application requirements—not just finding the lowest quote. Buyers who start with a spec sheet get better, more comparable quotes than those with only a part drawing.
Key inputs needed for accurate quotes:
- Part dimensions and weight
- Substrate material
- Required coating thickness or specification (e.g., ASTM B733 class)
- Surface finish requirements
- Order quantity
- Any masking or selective plating needs
Incomplete specs almost always produce vague or inflated quotes—sometimes both.
Most common budgeting mistakes:
- Focusing only on per-part price without accounting for setup fees on small orders
- Ignoring the cost of compliance testing
- Choosing a bath type that exceeds—or falls short of—actual application requirements
Avoiding these mistakes starts before you request a quote. Working with an experienced finishing specialist to validate your specs first can prevent costly mid-run changes. Many reputable finishers—including Providence Metallizing Company, with over 60 years in surface finishing—offer sampling services that let buyers confirm finish quality and gauge realistic costs before committing to full production runs.
Conclusion
EN plating costs vary significantly based on bath type, part complexity, coating thickness, volume, and compliance requirements. No single price applies universally. Knowing which factors drive cost puts you in a better position to evaluate quotes — and push back when something doesn't add up.
The primary cost drivers to clarify with any plating supplier:
- Bath chemistry (mid-phos, high-phos, or composite)
- Part geometry and fixturing complexity
- Required coating thickness and uniformity tolerance
- Order volume and run frequency
- Compliance or documentation requirements (ASTM, RoHS, mil-spec)
The right cost isn't the lowest bid. It's the one that matches the application's actual performance demands — without paying for specification overhead the part doesn't need.
Frequently Asked Questions
How much does electroless nickel plating cost?
EN plating typically costs $1–$3 per mil-ft² for standard Ni-P, $10–$20 for Ni-B, and $5–$25 for composite baths. Per-part pricing ranges from $5–$15 for small, simple components to $50–$300+ for larger or highly specified parts, depending on size, alloy type, thickness spec, and volume.
How long does electroless nickel plating take?
Typical plating rates range from 0.3 to 0.8 mil/hr (7.5 to 20 µm/hr), meaning thicker builds require longer bath time. Total turnaround including surface prep, plating, and inspection generally ranges from days to weeks depending on shop load and specification complexity.
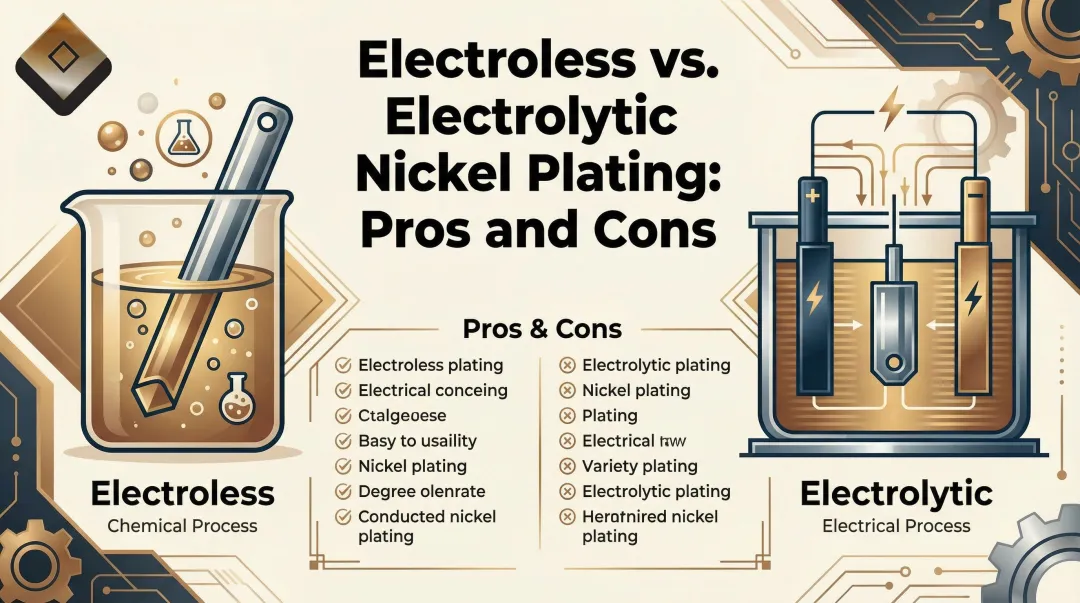
Is electroless nickel plating more expensive than regular nickel electroplating?
Yes. EN typically costs more per part than electrolytic nickel due to higher chemical costs. At historical nickel prices, EN can be 1.6x more costly from a material standpoint, but it offers uniform coating on complex geometries that justifies the premium for the right application.
Does coating thickness affect electroless nickel plating cost?
Yes. Thicker deposits require more bath time and chemical consumption, directly increasing per-part cost. Specify only the minimum thickness needed to meet your application requirements—specifying above ASTM B733 service conditions unnecessarily increases cost.
How do I get an accurate quote for electroless nickel plating?
Supply detailed specs including substrate material, part dimensions, required thickness or applicable specification (such as ASTM B733 SC2), quantity, and any masking requirements. Request quotes from multiple qualified shops and compare not just price but process controls, compliance testing capabilities, and turnaround times.
What is cheaper than electroless nickel plating for corrosion protection?
Zinc plating, chromate conversion coating, black oxide, and phosphate coatings are lower-cost alternatives. These options provide significantly less protection: zinc tops out at 96–200 hours salt spray, black oxide at 2–4 hours unsealed, and chromate conversion at 150–250 hours. None are suited for the harsh environments where EN performs best.