Two core questions dominate most initial inquiries: what makes nickel plating different from alternative coatings, and is it the right process for your specific application—whether industrial, decorative, or high-volume manufacturing?
Key Takeaways
- Nickel plating deposits a thin nickel layer onto metal or plastic substrates to enhance corrosion resistance, wear resistance, and surface appearance
- Two methods exist — electrolytic (electric current) and electroless (chemical reduction) — each suited to different geometries and performance needs
- Common applications span automotive, aerospace, electronics, medical devices, and decorative/cosmetic packaging industries
- Safe handling requires proper PPE, ventilation, and regulatory compliance given nickel's hazard classifications
- Process selection depends on part geometry, substrate material, coating uniformity needs, and end-use environment
What Is Nickel Plating?
Nickel plating is the process of depositing a thin nickel layer onto a substrate surface to alter its physical, chemical, or aesthetic properties. Unlike coatings that merely adhere on top, nickel forms a metallurgical bond with the base material. Proper surface preparation eliminates contaminants and ensures maximum adhesion to the base material.
Compatible substrate materials include:
- Steel, stainless steel, brass, copper, aluminum, zinc die cast
- Plastics including ABS and engineering-grade plastics (Ultem, Nylon, LCP)
- Non-conductive substrates like plastic require a conductive activation step before plating
Historical Context
Nickel electroplating has a well-documented history dating to the early 19th century. Key milestones include:
- 1837: Golding Bird conducts early electroplating experiments
- 1843: Böttger develops the first practical aqueous nickel solution
- 1869: Isaac Adams Jr. patents a neutral pH nickel ammonium sulfate solution, commercializing the process
- 1916: Professor Oliver P. Watts introduces the "Watts bath" — still the industry standard today
- 1924: Nickel plating adopted widely for automobile bumpers
Functional Categories
Nickel plating serves two primary functional categories:
- Decorative — Produces a bright, lustrous finish used standalone or as an undercoat for chrome and gold plating; common in cosmetic packaging, plumbing fixtures, and luxury goods
- Engineering/Functional — Provides wear resistance, corrosion protection, and dimensional restoration of worn parts across automotive, aerospace, industrial, and medical applications
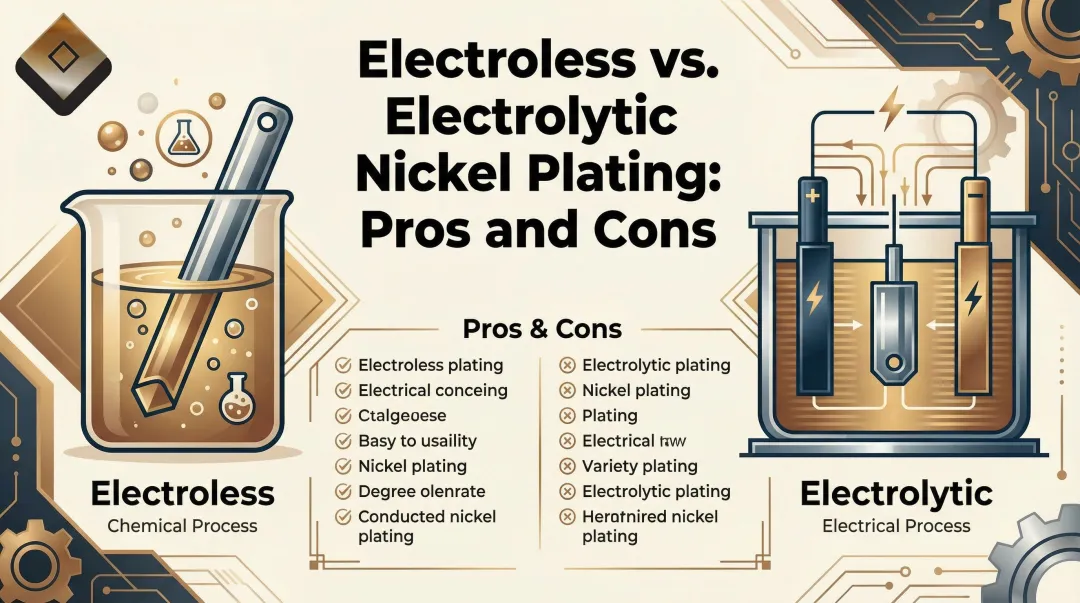
Electrolytic vs. Electroless Nickel Plating: Key Differences
Electrolytic (Electroplating) Nickel
The workpiece acts as the cathode in a nickel-salt electrolyte bath, and an external DC current drives nickel ions from the anode to deposit onto the part surface. Coating thickness varies with current density distribution—edges and corners receive 30–50% more coating thickness than recessed areas, making it less uniform on complex geometries.
Electroless Nickel Plating
No external current is used. Instead, a controlled chemical reduction reaction (typically nickel-phosphorus in a hypophosphite bath) deposits nickel uniformly across all exposed surfaces regardless of geometry. This self-sustaining chemical reaction achieves thickness variation within ±2–5% across complex surfaces, including internal diameters and blind holes. That uniformity makes it the preferred choice for complex or recessed parts.
Coating Uniformity: Practical Differences
- Electrolytic plating builds up thicker deposits at edges and corners, with thinner coverage in recesses, threads, and internal bores
- Electroless plating delivers near-perfect uniformity across internal bores, threads, blind holes, and irregular profiles
That uniformity gap drives most of the real-world performance differences between the two processes.
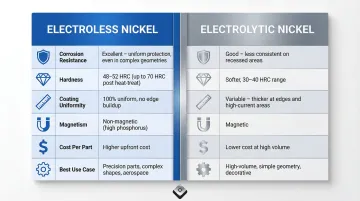
Performance Properties Comparison
| Property | Electroless Nickel (High-P) | Electrolytic Nickel |
|---|---|---|
| Corrosion resistance | 1,000+ hrs ASTM B117 salt spray | 200–500 hrs |
| Hardness (heat treated) | 65–70 HRC (850–1,000 HV) | Lower; varies by bath |
| Finish options | Uniform matte to semi-bright | Bright, semi-bright, satin, black |
| Magnetism | Non-magnetic above 11.2% phosphorus | Magnetic |
| Cost per part | Higher | Lower for high-volume runs |
| Best use | Complex geometry, wear/corrosion protection | Decorative finishes, undercoats |
Understanding where each process excels makes the selection decision straightforward.
Decision Guide: When to Choose Each Process
Electrolytic nickel is the better fit when:
- Parts are simple in shape and high in volume
- A bright, mirror-like decorative finish is the goal
- The coating serves as an undercoat beneath chrome or gold
- Cost per part is the primary driver
Electroless nickel makes more sense when:
- Parts have complex geometries, internal threads, or blind holes
- Maximum corrosion and wear protection is non-negotiable
- Medical, aerospace, or precision components require uniform thickness
- Non-magnetic properties are needed
The Nickel Plating Process: Step by Step
Substrate Preparation and Cleaning
Surface preparation is the most critical phase. Contaminants — oils, oxides, scale, and existing coatings — must be completely removed before plating begins. The sequence runs:
- Alkaline cleaning (soak or electrocleaning)
- Acid pickling or etching
- Rinsing between each step
Any residual contamination causes adhesion failure, pitting, or blistering in the final deposit.
For plastic substrates, additional steps are required:
- Chemical etching of the surface (typically chromic acid for ABS)
- Sensitization and activation with palladium or tin-palladium catalysts, making the non-conductive surface receptive to metal deposition
Plating Bath and Deposition
Electrolytic Nickel (Watts Bath Composition):
| Component | Typical Range | Functional Role |
|---|---|---|
| Nickel Sulfate | 225–300 g/L | Primary source of nickel ions |
| Nickel Chloride | 30–150 g/L | Improves anode dissolution and bath conductivity |
| Boric Acid | 30–45 g/L | Buffers pH in the cathode film to prevent burning |
| pH | 3.0–4.5 | Controls deposit ductility and brightness |
| Temperature | 40–60°C | Accelerates ion mobility and deposition rate |
| Current Density | 2–11 A/dm² | Determines deposition rate |
Electroless Nickel Bath:
- Nickel salt + reducing agent (sodium hypophosphite)
- pH and temperature precisely controlled
- Deposition occurs via autocatalytic chemical reduction, requiring no external current
Deposition Phase: Parts are immersed for a controlled period — typically minutes to hours — until the required thickness is achieved. For industrial applications, coating thickness ranges from 5 to 50 microns. ASTM B733 defines four Service Conditions:
- SC1 (Light Service): 5 µm minimum
- SC2 (Mild Service): 13 µm minimum
- SC3 (Moderate Service): 25 µm minimum
- SC4 (Severe Service): 75 µm minimum

Post-Plating Finishing
Once parts exit the plating bath, finishing steps lock in performance and appearance:
- Rinse and dry thoroughly to remove residual bath chemistry
- Bake electroless nickel parts at 190–400°C (optional) to boost hardness to 850+ HK100 (ASTM B733 Class 2) and strengthen adhesion
- Apply topcoats where needed — chromium overlay prevents tarnishing on decorative parts; UV coatings add protection and color tinting
Key Benefits of Nickel Plating
Corrosion and Chemical Resistance
Nickel forms a passive oxide layer that protects substrates from acids, saltwater, solvents, and industrial chemicals. High-phosphorus electroless nickel (>10% P) provides exceptional corrosion resistance—a 25 µm coating on steel withstands 1,000+ hours in neutral salt spray testing (ASTM B117) before failure, whereas equivalent electrolytic nickel layers typically fail between 200–500 hours.
Wear and Hardness
Nickel plating significantly extends the service life of parts exposed to friction, abrasion, and mechanical wear. Heat-treated electroless nickel achieves hardness of 65–70 HRC (850–1,050 HV), comparable to hard chrome, making it a direct substitute for hard chrome in high-wear parts such as hydraulic components, pump shafts, and molds. In heat-generating wear situations, low-phosphorus electroless nickel also outperforms hard chromium because it wears gradually rather than through microcracking.
Decorative Finish and Undercoat Performance
Bright electrolytic nickel delivers a mirror-like finish valued in decorative, jewelry, and consumer goods applications. Nickel also serves as the preferred undercoat beneath chromium or gold plating because it improves adhesion, fills surface micro-defects, and enhances the durability and appearance of the final decorative layer.
Providence Metallizing Company has applied these decorative and undercoat nickel processes across metal and plastic substrates for over 60 years—including work for cosmetic brands such as Estée Lauder, L'Oreal, Avon, and Elizabeth Arden, where finish consistency and adhesion on both components are critical.

Nickel Plating Applications Across Industries
Automotive and Aerospace
The global nickel market is projected to reach $29.15 billion by 2030 (5.2% CAGR from 2023 to 2030), driven by demand from aerospace and automotive sectors. Nickel plating (including zinc-nickel for highest corrosion resistance) is used on:
- Brake components, fasteners, fuel system parts
- Turbine blades, landing gear, actuators, exhaust systems (per AMS-QQ-N-290 and AMS 2404)
- Transmission parts, gears, shafts, and pistons
While nickel provides excellent barrier protection, Zinc-Nickel (Zn-Ni) alloy electroplating is frequently specified in automotive applications for fasteners requiring sacrificial galvanic protection.
Electronics and Semiconductors
Nickel's conductivity, solderability, and ability to act as a diffusion barrier make it essential for connectors, contacts, printed circuit boards, and microprocessors. Nickel plating prevents ion migration between dissimilar metals and inhibits tin "whiskers" that can cause short circuits. The JEDEC/IPC JP002 guideline confirms that adding a continuous, non-porous nickel underplate (minimum 0.5 to 1.27 µm) between the copper substrate and tin plating mitigates whisker formation by alleviating compressive stress.
Medical Devices and Instruments
Electroless nickel's uniform coating and corrosion resistance make it well-suited to sterilization environments and precision instruments. Key applications include:
- Surgical instruments and dental equipment requiring repeated autoclave sterilization
- Orthopedic implants where dimensional consistency is non-negotiable
- Diagnostic and laboratory devices exposed to corrosive cleaning agents
Biocompatibility requirements demand compliance with ASTM B733 and FDA guidance on ISO 10993-1 throughout this sector.
Decorative and Cosmetic Packaging
Bright nickel plating serves as the foundation finish for high-end cosmetic packaging, writing instruments, plumbing fixtures, and luxury consumer goods. Nickel as an undercoat enables premium chrome or PVD topcoats with superior adhesion and a consistent, mirror-quality appearance.
Industrial and Oil/Gas
Electroless nickel is the coating of choice for valves, pumps, and downhole tools exposed to corrosive fluids, high pressures, and elevated temperatures. Its uniform coverage across complex internal geometries — threads, bores, and cavities that spray coatings can't reliably reach — is the primary technical advantage. For many operators, electroless nickel delivers comparable protection to high-alloy materials like Inconel or Hastelloy at a fraction of the material cost.

Nickel Plating Safety: Hazards, PPE, and Compliance
Chemical Hazards
Nickel compounds (nickel sulfate, nickel chloride) used in plating baths are classified as potential human carcinogens. The International Agency for Research on Cancer (IARC) classifies nickel compounds as Group 1 (carcinogenic to humans), with sufficient evidence linking exposure during nickel refining to lung and nasal sinus cancers. Metallic nickel is classified as Group 2B (possibly carcinogenic to humans).
Workers face:
- Inhalation risk from aerosols and mists
- Dermal exposure risk (nickel compounds are known skin sensitizers)
- Corrosive hazards from plating bath acids
PPE and Engineering Controls
Personal Protective Equipment:
- Acid-resistant gloves
- Face shields
- Chemical-resistant aprons
- Closed-toe footwear
Engineering Controls:
- Local exhaust ventilation at plating tanks to control nickel-bearing aerosols and mists
- Enclosed or baffled tanks to minimize drag-out (carry-over of plating solution)
- Eyewash stations within immediate reach of plating areas
OSHA's Permissible Exposure Limit (PEL) for nickel metal and insoluble compounds is 1 mg/m³ (8-hour TWA). NIOSH sets a stricter REL of 0.015 mg/m³, reflecting its classification of nickel compounds as potential occupational carcinogens.
These exposure controls set the floor — but regulatory compliance obligations extend further, covering waste discharge, chemical documentation, and product safety frameworks.
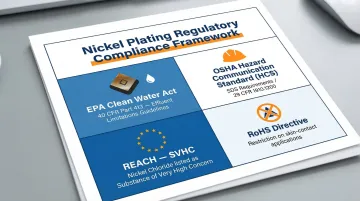
Regulatory Compliance and Waste Management
Nickel plating operations must comply with:
- EPA Clean Water Act: Effluent Guidelines under 40 CFR Part 413 limit indirect discharges of nickel, copper, chromium, zinc, lead, cadmium, and silver
- OSHA Hazard Communication (HCS): SDS requirements under 29 CFR 1910.1200
- REACH Regulations: Specific nickel compounds (e.g., nickel chloride) are listed as Substances of Very High Concern (SVHC)
- RoHS: Metallic nickel is not currently restricted under core RoHS, though its use in direct skin-contact applications is heavily regulated
For OEMs and product manufacturers who outsource finishing, partnering with a RoHS-compliant plating provider — like Providence Metallizing Company — shifts the day-to-day compliance burden to the finisher and keeps your supply chain audit-ready.
Frequently Asked Questions
Can nickel be electroplated?
Yes, nickel can be electroplated using an electrolytic process where the part acts as the cathode in a nickel-salt bath. An electric current drives nickel ion deposition onto the surface, producing a durable coating.
What are the applications of nickel plating?
Nickel plating serves a wide range of industries, including automotive, aerospace, electronics, medical devices, industrial equipment, and decorative cosmetic packaging. Specific applications include brake components, turbine blades, PCB connectors, surgical instruments, and valves.
How much does nickel plating cost?
Cost depends on part size, geometry, required coating thickness, volume, and method. Electroless nickel is generally more expensive per part than electrolytic nickel due to tighter bath management requirements. Request a quote from a plating service provider for accurate pricing.
Which is better, chrome or nickel plating?
Neither is universally better. Nickel offers superior corrosion protection and is often used as an undercoat beneath chrome. Chrome provides greater hardness (65–70 HRC for hard chrome) and a brighter, more tarnish-resistant finish. The choice depends on functional versus decorative priorities.
Can you electroless nickel plate copper?
Copper accepts electroless nickel plating well. The surface requires proper cleaning and activation before immersion in the electroless nickel bath, and the resulting coating delivers corrosion protection and added hardness on the base material.
Which is more expensive, nickel or chromium?
Chromium plating (especially hard chrome) tends to be more expensive than standard nickel plating due to higher regulatory compliance costs and more complex process chemistry. However, electroless nickel with high phosphorus content can approach chrome in cost due to tighter bath management requirements.