Introduction
Global regulations are tightening around hexavalent chromium (Cr6+), the toxic compound central to traditional chrome plating. For manufacturers in cosmetics, plumbing hardware, automotive, and jewelry—where finish quality directly shapes brand perception—this pressure forces a hard look at PVD coating as an alternative. The two processes differ significantly in cost, substrate compatibility, durability, and environmental risk.
Under REACH and RoHS frameworks, compliance requirements are reshaping procurement decisions across industries. This article breaks down the process differences, performance benchmarks, and industry-specific trade-offs between PVD and chrome—giving you a practical framework for choosing the finish that fits your substrate, regulatory environment, and aesthetic targets.
Key Takeaways
- PVD uses vacuum-based vapor deposition; chrome plating relies on electrochemical baths with toxic hexavalent chromium
- PVD delivers 1,500-4,600 HV hardness vs. decorative chrome's 500-850 HV
- Chrome generates hazardous Cr6+ waste; PVD is RoHS and REACH compliant with zero chemical waste
- PVD coats metals, plastics, glass, and ceramics; chrome is limited primarily to metallic substrates
- When durability, compliance, and substrate flexibility all matter, PVD outperforms chrome across the board
PVD Coating vs. Chrome: Quick Comparison
These five factors are where PVD coating and chrome plating diverge most — use the table as a quick reference before diving into the details.
| Factor | PVD Coating | Chrome Plating |
|---|---|---|
| Process / Technology | Vacuum vapor deposition; no chemicals required | Electrochemical deposition using chemical baths with hexavalent chromium |
| Environmental Impact | Dry process; no toxic waste; RoHS and REACH compliant | Generates hazardous hexavalent chromium waste requiring strict disposal treatment |
| Durability (Vickers Hardness) | 1,500 – 4,600 HV depending on coating type | Decorative chrome: 500 – 850 HV; Hard chrome: 800 – 1,000+ HV |
| Substrate Compatibility | Metals, plastics (ABS, PC, Nylon, Ultem), glass, ceramics | Primarily metallic substrates; limited plastic compatibility |
| Aesthetic Range | Chrome, gold (TiN), rose gold (ZrN), black (TiCN), matte, satin, custom colors | Primarily bright silver chrome mirror finish |
What is PVD Coating?
Physical Vapor Deposition (PVD) is a dry, vacuum-based surface finishing process where solid metal material is vaporized inside a low-pressure chamber and deposited as a thin, adhesive film onto the substrate.
This chemical-free process has become essential for manufacturers requiring both aesthetic quality and regulatory compliance—eliminating the hazardous waste streams associated with wet chemical processes.
Primary PVD Methods
Three deposition methods are used depending on the application:
- Cathodic Arc Deposition: An electric arc vaporizes material from a cathode target, producing highly ionized plasma with excellent adhesion. Best for hard industrial coatings, though macroparticles can affect surface smoothness.
- Magnetron Sputtering: A magnetic field traps electrons near the target; an Argon gas bombardment ejects atoms onto the substrate. Operates at lower temperatures, producing smoother films suited for decorative finishes.
- Thermal Evaporation: Intense heat (resistive or electron beam) vaporizes source material in vacuum, depositing highly pure coatings with minimal contamination.

Performance Specifications
PVD coatings deliver extreme wear resistance. Verified Vickers hardness ranges include:
- TiN (Titanium Nitride): 1,500 – 3,200 HV
- ZrN (Zirconium Nitride): 1,500 – 2,800 HV
- TiCN (Titanium Carbo-Nitride): 3,000 – 4,600 HV
- CrN (Chromium Nitride): 1,750 – 2,500 HV
These hardness levels are two to three times higher than traditional chrome. Typical coating thickness ranges from 0.2 to 5.0 microns, and properly applied PVD coatings routinely exceed 1,000 hours in ASTM B117 salt spray testing without degradation—outperforming traditional decorative chrome.
Finish Variety and Brand Applications
PVD enables diverse aesthetic options critical for brand-sensitive industries. TiN produces classic gold tones, ZrN delivers rose and champagne hues, TiCN creates black and anthracite finishes, and bright chrome variants replicate traditional mirror finishes. This flexibility allows cosmetic brands, luxury goods manufacturers, and jewelry producers to maintain consistent, distinctive finishes across high-volume production runs while matching colors across metal and plastic components.
Providence Metallizing Company has offered PVD finishing capabilities—including magnetron sputtering and TiN, ZrN, and TiCN coatings—since the 1980s. Free sampling is available for customers evaluating finish options before committing to production.
Use Cases of PVD Coating
PVD serves manufacturers at three stages: pre-production finish sampling, high-volume decorative coating for consumer goods, and functional hard-coating for wear-resistant industrial components.
Industries where PVD dominates:
- Cosmetic and personal care packaging: Compacts, lipstick tubes, fragrance caps
- Plumbing fixtures and hardware: Faucet handles, shower heads, architectural trim (the PVD faucet finishes market is projected to grow at 7.3% CAGR through 2030)
- Automotive trim: Interior bezels, exterior badges, decorative accents
- Watches and jewelry: Case components, bracelets, clasps
- Medical devices: Surgical instruments, implantable components
- Architectural elements: Door hardware, elevator panels, decorative fixtures
What is Chrome Plating?
Chrome plating is an electrochemical process that deposits a thin layer of chromium onto a substrate using a bath of chromium compounds and an electric current. The industry distinguishes between two distinct types:
- Decorative chrome (0.1–0.5 microns): Applied for appearance and tarnish resistance. Because chromium deposits develop microcracks under internal tensile stress, decorative chrome depends on a thicker nickel or copper-nickel underplate for actual corrosion protection.
- Hard chrome (5–500 microns): Applied directly to base metal to deliver wear resistance, abrasion tolerance, and lubricity for industrial components like hydraulic cylinders, engine parts, and tooling.
Key Limitations for Modern Manufacturers
The primary limitation of traditional chrome plating is its reliance on hexavalent chromium (Cr6+), a known human carcinogen. The EU's REACH regulation added Cr(VI) compounds to the Authorization List with sunset dates in 2017 and 2019, and ECHA is advancing further restrictions.
On the regulatory side, US OSHA enforces a strict Permissible Exposure Limit of 5 µg/m³, while the EU RoHS Directive caps hexavalent chromium at 0.1% in electrical and electronic equipment.
Beyond regulatory pressure, chrome plating has physical limitations as well. It requires conductive metallic surfaces, which restricts direct application to plastics. Microcracking can also allow corrosion to develop beneath the surface over time, particularly when the nickel underplate is compromised.
What Chrome Does Well
Chrome plating still delivers the deepest mirror-gloss available for certain legacy applications and is cost-effective at small scale for metal parts. For heritage automotive restorations, trophy manufacturing, and industrial hard-chrome applications requiring thick wear-resistant coatings on hydraulic rods and engine components, chrome retains legitimate advantages.
Use Cases of Chrome Plating
Traditional chrome's strongest applications:
- Industrial hydraulic rods: Hard chrome for extreme wear resistance on cylinders and rods
- Engine components: Piston rings and valve stems requiring thick protective layers
- Heritage automotive restoration: Classic cars where original chrome appearance is specified
- Trophy and novelty items: Where classic mirror chrome aesthetic is desired at low cost
Phase-out contexts: Automotive OEMs and consumer goods brands with ESG commitments are actively restricting chrome plating. Recent examples illustrate how fast that shift is happening:
- Stellantis approved Columbia Chemical's TriCOL trivalent chrome process for exterior trim
- ZF Lifetech upgraded seatbelt buckle lines to trivalent chromium to meet sustainability goals
- Apple's Regulated Substances Specification limits hexavalent chromium to 1,000 ppm in general materials and just 1 ppm in wearable accessories, pushing suppliers toward PVD and other clean technologies
PVD vs. Chrome: Which is Better for Your Application?
The right choice depends on four variables: substrate material, performance requirements (decorative vs. functional wear-resistant), regulatory environment, and production volume. Neither process wins unconditionally across all scenarios.
Environmental and Regulatory Compliance
For manufacturers supplying global brands—particularly in cosmetics, consumer electronics, and automotive—hexavalent chromium restrictions make PVD the lower-risk path forward. PVD eliminates the compliance burden that comes with Cr6+ by design:
- Produces no hazardous chemical waste
- Meets RoHS and REACH requirements without exemptions
- Removes costs tied to Cr6+ waste treatment, water management, and emissions control
Providence Metallizing Company's RoHS-compliant PVD services help brands satisfy these requirements without disrupting production schedules.
Durability and Substrate Needs
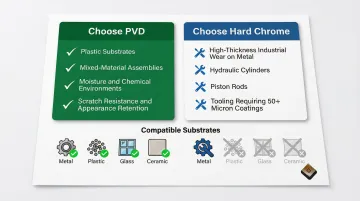
Choose PVD for:
- Applications involving plastic substrates (cosmetic packaging, plastic trim, consumer electronics housings)
- Mixed-material assemblies requiring finish consistency across metal and plastic components
- Environments with moisture, chemical, or abrasion exposure
- Products requiring scratch resistance and long-term appearance retention
Choose chrome (specifically hard chrome) for:
- Specific high-thickness industrial wear applications on metal where PVD's thinner film (0.2–5 microns) cannot meet specification requirements
- Hydraulic cylinders, piston rods, and tooling requiring 50+ micron coatings
Aesthetic Flexibility
Choose PVD when:
- The product requires finish variety beyond silver chrome
- Color matching across metal and plastic components is essential
- A premium multi-finish lineup is critical (cosmetic brands managing color stories across product lines)
- Matte, satin, brushed, or custom color finishes are specified
Choose chrome when:
- The sole requirement is maximum mirror depth on a metal substrate
- No regulatory constraints apply
- Replicating a legacy chrome aesthetic is mandatory
Decision Summary
PVD is the stronger default for most modern applications—it handles plastics, meets global compliance standards, and offers a far wider finish range. Hard chrome remains relevant for one narrow use case: thick industrial coatings on metal where PVD film thickness simply cannot meet the specification. Outside that scenario, PVD's combination of durability, versatility, and regulatory safety makes it the practical choice for most manufacturers today.
Conclusion
PVD coating and chrome plating each serve defined roles, but the manufacturing landscape is shifting. Stricter environmental regulations, demand for multi-material finishing, and growing design complexity are expanding PVD's advantage across most high-volume and consumer-facing applications. Hard chrome retains relevance for specialized industrial wear applications, but the regulatory burden and substrate limitations of hexavalent chromium-based processes make them increasingly difficult to justify.
Manufacturers who transition to PVD gain lower long-term refinishing costs, broader substrate compatibility, and compliance readiness for regulatory changes already underway in the EU, California, and other jurisdictions.
If you're evaluating finish options for your next product line, contact Providence Metallizing for a finish consultation or request free sampling to evaluate PVD options specific to your application.
Frequently Asked Questions
Is PVD coating better than chrome?
PVD is generally superior for durability, environmental compliance, and substrate versatility. However, traditional hard chrome retains advantages for maximum mirror depth on metal and specific industrial wear applications requiring coating thickness exceeding 10 microns.
What is PVD chrome finish?
PVD chrome is a mirror-like finish achieved through physical vapor deposition using chromium or chromium nitride targets. It replicates traditional chrome's appearance while delivering greater hardness (1,750–2,500 HV for CrN vs. 500–850 HV for decorative chrome), better corrosion resistance, and no hazardous chemical waste.
What are the pros and cons of PVD?
Pros:
- Extremely hard and durable with superior scratch resistance
- Eco-friendly — no toxic waste or hazardous chemical baths
- Compatible with metals, plastics, glass, and ceramics
- Available in multiple finish colors and effects
Cons:
- Higher upfront processing cost than electroplating
- Thinner film (0.2–5 microns) may not suit high-wear industrial applications requiring hard chrome's thickness (5–500 microns)
How long do PVD coatings last?
PVD coatings are highly durable and, when properly applied and maintained, can last the lifetime of the product in decorative applications. In standardized testing, properly applied PVD coatings routinely exceed 1,000 hours in ASTM B117 salt spray tests without degradation, and prove 10 to 20 times more scratch-resistant than electroplated chrome in ASTM D4060 Taber abrasion testing.
What is the process of vapor deposition coating?
A substrate is placed in a vacuum chamber, solid metal source material is vaporized using energy (cathodic arc, magnetron sputtering, or thermal evaporation), and the vaporized atoms condense onto the substrate surface, forming a thin (0.2–5 microns), dense, adherent film. The process occurs in a low-pressure environment without chemicals or liquid baths.
Can PVD coating be applied to plastic substrates?
Yes, PVD can coat plastics including ABS, polycarbonate, Nylon, and Ultem when properly prepared with a base coat layer and using low-temperature PVD processes (below 80°C for heat-sensitive polymers). This is a key advantage over chrome plating, which requires a conductive metallic surface and cannot be directly applied to non-conductive plastics.