Introduction
PVD coatings split into two distinct objectives: appearance and performance. Specify the wrong type, and you're looking at premature tool failure, unacceptable wear rates, or cosmetic parts that can't hold color consistency across a production run of millions.
The stakes are highest in regulated markets. Biocompatibility requirements in medical devices, tarnish resistance in cosmetic packaging, and corrosion protection in aerospace components each require specific coating architectures — and there's no one-size-fits-all answer.
The selection decision runs deeper than looks versus durability. Four variables drive the choice:
- Coating thickness — affects dimensional tolerances on close-fit components
- Substrate compatibility — determines process temperature limits for plastics and alloys
- Compliance requirements — RoHS restrictions and REACH regulations phasing out hexavalent chromium both constrain material options
- Total cost — tool life extension, rejection rates, and production downtime factor in beyond the coating price itself
Knowing which problem you're solving determines whether you need a 0.3-micron decorative finish or a 4-micron functional hard coat.
Key Takeaways
- Decorative PVD produces gold, silver, black, and bronze finishes via thin ceramic layers under 0.5 microns for cosmetics, jewelry, and architecture
- Functional PVD delivers hardness up to 3,300 HV, friction reduction, and thermal stability through 1–5+ micron coatings on cutting tools and implants
- Both types use the same deposition process but differ in material chemistry, thickness targets, and performance benchmarks
- Cosmetic packaging increasingly demands both aesthetic appeal and functional durability — a hybrid specification
- Choose decorative PVD when visual consistency is the priority; choose functional when service life drives the decision
Decorative vs Functional PVD: Quick Comparison
Primary Purpose
Decorative PVD: Achieve specific colors, sheens, and finishes that elevate perceived product value. Often replaces traditional electroplating in consumer-facing applications where appearance drives purchase decisions.
Functional PVD: Improve measurable surface performance—hardness, wear resistance, corrosion protection, heat stability—to extend component life and reduce operational costs.
Coating Thickness
| Decorative PVD | Functional PVD | |
|---|---|---|
| Thickness Range | 0.1–0.5 microns | 1–5+ microns |
| Why | Preserves surface detail and dimensional tolerances on cosmetic components | Provides enough film depth to withstand mechanical stress, abrasion, and thermal cycling |
Common Materials Used
Decorative PVD:
- ZrN (champagne gold, light gold)
- TiN (metallic gold/yellow)
- CrN (bright silver/chrome)
- TiCN (blue-gray, rose gold)
- DLC (deep black, charcoal)
Functional PVD:
- TiN (2,300-2,800 HV hardness, biocompatible)
- TiAlN (3,300 HV, superior thermal stability)
- CrN (excellent corrosion resistance, anti-galling)
- ZrN (aluminum machining, medical applications)
- TiCN (low friction coefficient 0.2-0.3)
Substrate Compatibility
Decorative PVD: Applied to stainless steel, brass, zinc die-cast, ABS plastic, aluminum. Often requires electroplated nickel or copper strike layers on brass and plastics to prevent corrosion. Finish consistency across different substrate materials is critical for matching components in multi-part assemblies.
Functional PVD: Applied to carbide, tool steel, titanium alloys, surgical-grade metals. Substrate must support process temperatures (400-600°C) and provide sufficient hardness (typically >45 HRC) to prevent coating failure.
Environmental and Compliance Profile
Decorative PVD: Positioned as RoHS-compliant alternative to hexavalent chromium and cyanide-based electroplating. The EU's ELV Directive and REACH regulations are accelerating adoption in cosmetic packaging and consumer electronics.
Functional PVD: Preferred in aerospace and medical sectors where cadmium and hard chrome plating face regulatory restrictions. Biocompatibility testing per ISO 10993 confirms TiN and ZrN are safe for human tissue contact and implant use.
What is Decorative PVD Coating?
Decorative PVD is a vacuum deposition process where metallic or ceramic thin films are deposited onto a substrate primarily to achieve a specific color, sheen, and surface finish. The deposited layer—typically metal nitrides like ZrN, TiN, or CrN—interacts with the visible light spectrum based on its chemical composition and crystalline structure, not pigments or dyes. This fundamental difference gives decorative PVD superior longevity compared to paint or anodizing.
Performance Benefits Beyond Appearance
Decorative PVD outperforms traditional finishing methods in durability metrics:
- Maintains color stability for 10+ years under normal conditions (no tarnish or fade)
- Reaches 1,500-2,800 HV hardness — significantly harder than electroplated chrome at 1,000-1,200 HV
- Salt spray testing shows 1,000+ hours without corrosion on stainless steel substrates, outperforming electroplating by 2-3x
- Won't chip or flake because color is intrinsic to the material structure, not surface-applied

For product manufacturers in cosmetics and consumer goods, these properties translate directly to shelf appeal and brand perception — a lipstick cap that maintains its gold finish through thousands of openings, or architectural hardware that retains its luster in humid environments.
Achievable Color Range
Decorative PVD produces metallic finishes through coating chemistry, not post-processing:
- Gold: TiN (metallic yellow-gold)
- Champagne/Light Gold: ZrN
- Silver-Chrome: CrN (bright reflective)
- Blue-Gray/Rose Gold: TiCN, ZrCN
- Deep Black: DLC, TiAlCN
Surface preparation (polished, brushed, or matte) alters the visual effect without changing coating chemistry. This enables finishes like Oil Rubbed Bronze or Brushed Nickel using identical coating materials applied to differently prepared substrates.
Hybrid Approach with Electroplating
Decorative PVD often involves electroplated base layers, particularly on brass substrates. Industry practice requires a nickel or copper strike layer before PVD topcoat application. The electroplated underlayer provides leveling, adhesion promotion, and corrosion protection, while the PVD topcoat delivers the final color and scratch resistance. This multi-layer structure is standard in fashion accessories and high-end cosmetic packaging.
Use Cases of Decorative PVD
Those durability and layering properties make decorative PVD the dominant choice in applications where appearance drives commercial value:
- Cosmetic and personal care packaging: Perfume caps, lipstick cases, compacts, closure systems
- Architectural hardware: Door handles, faucets, elevator panels, shower fixtures
- Fashion accessories: Watch cases, jewelry, belt buckles, eyewear frames
- Consumer electronics: Smartphone frames, earphone housings, laptop trim
Cosmetic industry suppliers face a particularly demanding requirement: matching finishes across metal and plastic components to near-identical visual appearance at high volume. Providence Metallizing Company has served as an approved supplier to Estée Lauder, L'Oreal, Avon, and Elizabeth Arden for over 20 years, applying decorative PVD to achieve jewelry-quality finishes on cosmetic packaging at over a million parts per week. Color consistency across that volume — and the ability to match metal and plastic substrates — is what separates qualified PVD finishers from general coating shops.
What is Functional PVD Coating?
Functional PVD is a surface engineering process where hard ceramic coatings—nitrides, carbides, carbonitrides—are applied to improve mechanical, tribological, or chemical performance. The objective is measurable performance gains: hardness often reaching 2,000-3,500 HV, friction coefficients reduced by 50-70%, oxidation resistance at elevated temperatures, and thermal stability that extends component life in production environments.
Key Coating Types and Performance Roles
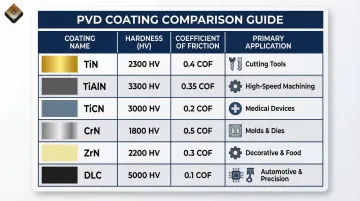
| Coating | Hardness | Coefficient of Friction | Primary Applications |
|---|---|---|---|
| TiN | 2,300-2,800 HV | 0.4-0.6 | General-purpose tool coating, medical implants (biocompatible since 1980s) |
| TiAlN | 3,300 HV | 0.3-0.5 | High-speed machining, elevated temperature stability |
| TiCN | 3,000 HV | 0.2-0.3 | Low-friction applications, precision tooling |
| CrN | 1,750 HV | 0.3-0.5 | Die-cast molds, galling resistance, corrosion protection |
| ZrN | 2,500 HV | 0.55-0.6 | Aluminum alloy machining, medical device alternative to TiN |
| DLC | 2,000-2,800 HV | 0.1-0.2 | Extreme wear resistance, ultra-low friction |
Regulatory Drivers: Replacing Hazardous Coatings
Functional PVD eliminates cadmium and hexavalent chromium processes that carry significant environmental and health restrictions. Airbus has officially qualified Oerlikon Balzers' BALINIT C coating as a REACH-compliant replacement for hard chrome plating on landing gear components. This regulatory pressure has accelerated PVD adoption across aerospace, defense, and automotive manufacturing over the past two decades.
That momentum shows up in the market data. The global hard coatings market is projected to grow from $1.2 billion in 2023 to $1.7 billion by 2028 (7.0% CAGR), driven largely by hazardous material phase-outs.
Performance Testing Standards
Functional PVD coatings must pass rigorous performance benchmarks rather than just visual inspections:
- Hardness: Vickers or nanoindentation per ISO 6507 and ASTM E384
- Adhesion: Rockwell indentation, scratch testing per ASTM C1624 and EN 1071-3
- Wear resistance: Pin-on-disk testing per ISO 20808 and ASTM G99
- Corrosion protection: Salt spray per ASTM B117, electrochemical testing
For decorative PVD, colorimetry (L*a*b* color space measurement) and tarnish resistance are the primary quality metrics—a sharp contrast to the mechanical rigor functional coatings demand.
Use Cases of Functional PVD
Functional PVD is used across industries where performance under stress is non-negotiable:
Cutting Tools
Drills, mills, reamers, and taps coated with TiN or TiAlN reduce tool wear and increase cutting speeds. In one documented case, an uncoated drill managed only 28 holes before failure. A PVD TiAlN-coated drill completed over 4,500 holes—a 160-fold increase in tool life.
Plastic Injection Molds
CrN coatings reduce galling and sticking during demolding. Research on micro-molding PMMA plastics found that DLC coatings caused severe part sticking and deformed features, whereas CrN allowed residue-free demolding. Incorrect coating selection leads directly to scrap and production delays.
Medical Implants and Surgical Instruments
TiN and ZrN provide biocompatibility and sterilization resistance. Testing per ISO 10993-1 and ISO 10993-5 confirms these coatings are non-cytotoxic, non-hemolytic, and safe for human contact.
Decorative vs Functional PVD: How to Choose the Right Coating
Decision Framework
Five factors drive the right coating selection:
- What does your product's value depend on? Visual consistency (cosmetic packaging) or operational performance (cutting tools) determines the entire coating direction.
- What is your substrate? Functional PVD requires substrates that withstand 400–600°C and hardness >45 HRC. Softer substrates—brass, zinc die-cast—need lower-temperature processes (<250°C) and often require electroplated base layers.
- What is the application environment? Wear, corrosion, heat, and UV exposure determine coating chemistry. Medical implants need biocompatible TiN or ZrN; die-cast molds need anti-galling CrN; architectural hardware needs tarnish resistance.
- What regulations apply? ISO 10993 biocompatibility, RoHS compliance, and REACH restrictions (including hexavalent chromium phase-out) can narrow your options significantly.
- What does production economics require? High-volume decorative work prioritizes batch-to-batch color consistency; functional PVD on precision tools prioritizes coating uniformity and adhesion under mechanical stress.

Situational Recommendations
Choose decorative PVD when:
- Product value is driven by perceived quality, color consistency, and surface brilliance
- Applications include cosmetics packaging, jewelry, consumer hardware, fashion accessories
- The finish IS the product differentiator in the market
- Visual matching across metal and plastic components is required
Choose functional PVD when:
- Product value is driven by operational performance metrics
- Requirements include longer tool life, reduced friction, thermal degradation resistance
- Biocompatibility in medical or food-contact applications is mandatory
- The core question is durability under load cycles, not appearance over time
The Hybrid Scenario
Some product categories require coatings that are simultaneously attractive and durable:
- Cosmetic packaging that survives daily use without finish degradation
- Architectural faucets that retain appearance in humid, high-touch environments
- Automotive interior trim that resists abrasion while maintaining visual appeal
Three approaches satisfy both requirements:
- Hybrid architecture: Electroplated base (nickel/copper) for leveling and corrosion resistance, topped with decorative PVD for color and scratch resistance. Standard practice on brass substrates where direct PVD lacks adequate corrosion protection.
- Dual-purpose coatings: TiN provides decorative gold appearance plus 2,300 HV hardness. DLC delivers black aesthetics plus wear resistance with friction coefficients of 0.1–0.2.
- Matched finishes across substrates: Finishing services that coat both metal and plastic components to identical specifications—essential when a cosmetic package combines a brass pump with a plastic cap requiring the same gold finish. Providence Metallizing specializes in exactly this kind of high-volume cross-substrate matching.
If both performance and appearance questions appear in your specification, that's the clearest signal to evaluate hybrid or dual-purpose coating architectures before committing to either category alone.
Conclusion
Decorative and functional PVD coatings serve different purposes — and the most important step in the selection process is knowing which purpose you're actually serving. A cosmetic packaging manufacturer choosing a functional hard coat may over-engineer cost into the product without gaining market value. A medical device company choosing a purely decorative finish may create a compliance risk that delays regulatory approval.
Both examples point to the same root issue: misaligning coating type with end-use requirements. The decision ultimately comes down to what your customer values — appearance, performance, or both — and building that answer into the design process early.
Manufacturers who make this call upfront avoid costly rework and reduce time to market. For teams still working through the specification, partnering with a finishing provider that handles both coating types shortens the process considerably. Providence Metallizing Company, with over 60 years of finishing experience across cosmetic, medical, industrial, and architectural applications, offers free sampling for most applications — so you can validate the right coating before committing to full production.
Frequently Asked Questions
How long does PVD coating last?
Decorative PVD coatings typically last 10+ years under normal use conditions without tarnishing, chipping, or fading. Functional PVD coatings on cutting tools are measured by cycles or cutting hours rather than calendar time—both significantly outlast conventional electroplating or paint finishes.
What does PVD coating do?
PVD coating deposits a thin, hard film of metallic or ceramic material onto a substrate in a vacuum environment. It improves surface appearance (decorative) or surface performance (functional) by changing only the outermost layer without altering the base material's dimensions or bulk properties.
Is PVD coating better than plating?
PVD generally offers superior hardness, wear resistance, and environmental safety compared to traditional electroplating—especially hard chrome and cyanide gold plating. Electroplating still has advantages in ductility, cost efficiency for simple geometries, and corrosion protection on reactive substrates; many manufacturers use it as a base layer under a PVD topcoat.
Is PVD better than Cerakote?
PVD and Cerakote serve overlapping but distinct purposes. PVD is a vacuum-deposited crystalline thin film—harder, thinner, and suited for precision components requiring dimensional accuracy. Cerakote is a polymer-ceramic spray coating better suited for larger or complex geometries where color variety and lower equipment cost take priority.
Can a PVD coating be both decorative and functional at the same time?
Yes. Many coatings like TiN (gold appearance + 2,300 HV hardness) and DLC (black appearance + extreme wear resistance) serve both roles simultaneously. The decorative/functional distinction reflects design intent, not a fixed technical boundary.
What coating materials are most common in functional PVD applications?
TiN, TiAlN, TiCN, CrN, and ZrN are the most widely used functional PVD materials. Selection depends on the application:
- TiN — general tool coating and medical components
- TiAlN — high-temperature cutting operations
- CrN — corrosion and galling resistance in molds
- ZrN — aluminum alloy machining and medical alternatives