Introduction
Surface coating selection is a critical engineering decision with real consequences. The wrong choice triggers premature wear, failed aesthetics, or inflated production costs — across industries from automotive powertrains to cosmetic packaging. For manufacturers and product designers, your coating choice directly impacts product lifespan, brand consistency, and total cost of ownership.
PVD (Physical Vapor Deposition) and DLC (Diamond-Like Carbon) are often mentioned interchangeably, yet they serve distinct purposes. Confusing the two leads to mismatched applications and wasted investment. What follows is a technical breakdown of both technologies — what they are, how they perform, and which one belongs on your parts.
Key Takeaways
- PVD deposits thin metallic or ceramic films (TiN, ZrN, CrN) in a vacuum chamber, offering broad color options and strong adhesion across metals and plastics
- DLC is an amorphous carbon coating with diamond-like hardness and ultra-low friction, deposited via PVD-compatible methods
- DLC excels in hardness and friction reduction; PVD excels in color versatility, substrate compatibility, and cost-effectiveness
- Choose PVD for color range and decorative finishes; choose DLC for extreme wear resistance and dry lubrication
- The right coating depends on your application's specific mechanical, environmental, and visual requirements — there's no one-size-fits-all answer
PVD vs. DLC at a Glance: Quick Comparison
Here's how the two coating technologies compare across the factors that matter most for material selection.
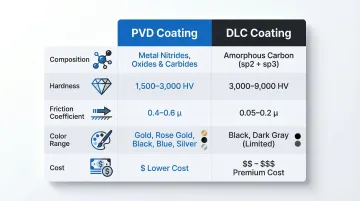
Composition
PVD: Metallic or ceramic thin films—commonly titanium nitride (TiN), zirconium nitride (ZrN), chromium nitride (CrN), and titanium carbonitride (TiCN)—vaporized and deposited in a vacuum chamber.
DLC: Amorphous carbon film deposited via plasma-assisted CVD, arc evaporation, or hybrid PVD-CVD methods. Carbon atoms form a dense, disordered structure with diamond-like bonding.
Hardness
PVD: High hardness suitable for wear-intensive environments. Typical values range from 20.6–31.7 GPa depending on coating material (TiN, ZrN, CrN).
DLC: Superior hardness that exceeds standard PVD coatings. Tetrahedral amorphous carbon (ta-C) reaches 25–90 GPa, while hydrogenated a-C:H variants range from 9–35 GPa.
Friction Coefficient
PVD: Generally low friction (0.3–0.6), but performance depends on coating material selection.
DLC: Exceptionally low coefficient of friction (0.08–0.2), among the lowest of any engineering coating. This makes it well-suited for sliding, rotating, or unlubricated contact applications.
Color and Aesthetics
PVD: Wide decorative range including gold, rose gold, black, bronze, gunmetal, and custom hues. Finish quality can match jewelry-grade standards.
DLC: Predominantly dark gray to deep black. Limited color variation makes it unsuitable where multi-finish or branded color aesthetics are required.
Cost
PVD: More cost-effective for most industrial and decorative applications; scalable to high-volume production.
DLC: Generally 2–3 times more expensive per part due to higher process complexity and material cost; worthwhile when performance demands justify the higher cost.
What is PVD Coating?
Physical Vapor Deposition is a family of vacuum-based thin-film deposition processes in which a solid source material is vaporized—via arc evaporation or magnetron sputtering—and condensed onto a substrate as an ultra-thin, highly adherent film. The key advantage for manufacturers: PVD enhances surface performance without altering part dimensions or bulk material properties.
Deposition Methods: Arc Evaporation vs. Magnetron Sputtering
Arc evaporation uses a high-current electrical arc to vaporize the target material, resulting in a highly ionized plasma (over 90% ionization). This produces dense, highly adherent coatings ideal for hard wear and tooling applications like TiN and TiCN. The trade-off: it generates macroparticle "droplets" that increase surface roughness.
Magnetron sputtering uses argon ions to bombard the target, ejecting atoms with lower ionization (roughly 5% in standard sputtering). It produces smoother, droplet-free coatings—the preferred method for decorative finishes and precision components where surface defects are unacceptable. TiN, ZrN, and TiCN are the most common coating chemistries applied through this method.
Core Operational Benefits
PVD delivers four key advantages:
- Bonds metallurgically to substrates, resisting delamination under mechanical stress
- Protects against chemical attack and environmental degradation through stable ceramic nitride chemistry
- Works on metals and engineering plastics including Nylon, Ultem, and LCP
- Eliminates toxic chemical baths—fully RoHS compliant and a zero-effluent alternative to hexavalent chromium electroplating
Color and Finish Versatility
Where PVD separates itself from DLC is color range: it produces 30+ finishes on plastic and metal substrates. This enables brand-matched color coordination across mixed-material product assemblies—a critical requirement in cosmetic packaging, luxury goods, and architectural hardware. TiN produces gold finishes, ZrN delivers brass/champagne tones, and CrN yields silver/chrome appearances.
Providence Metallizing Company has offered this finish range since the 1980s, when it introduced magnetron sputtering for both industrial and decorative applications—now serving major cosmetic brands including Estée Lauder, L'Oreal, and Avon.
Use Cases of PVD Coating
PVD is applied as the final surface treatment—post-machining or post-molding—delivering both functional protection and finished aesthetics in one step. Industries where it's the dominant choice:
- Cosmetic and personal care packaging (lipstick cases, perfume caps, compacts)
- Decorative hardware (plumbing fixtures, door handles)
- Costume jewelry and writing instruments
- Automotive trim components
- Medical devices requiring biocompatible surfaces
- Tableware and architectural finishes

The global PVD coatings market is valued at $11.14 billion in 2025, projected to reach $15.53 billion by 2031 at a 5.81% CAGR, underscoring the commercial importance of this technology.
What is DLC Coating?
Diamond-Like Carbon is an amorphous carbon coating that mimics key properties of diamond—extreme hardness and chemical inertness—without the cost or structural constraints of crystalline diamond. According to ISO 20523:2017, DLC is classified as a distinct family of amorphous carbon-based films, though it is often deposited using PVD or hybrid plasma-assisted CVD techniques.
Core DLC Benefits
DLC delivers mechanical performance advantages linked to its unique structure:
- Ultra-high hardness — ta-C (tetrahedral amorphous carbon) reaches 25–90 GPa; a-C:H (hydrogenated amorphous carbon) ranges from 9–35 GPa
- Extremely low dry friction — coefficients between 0.08–0.2 enable self-lubricating behavior
- Strong chemical resistance — highly inert against acids, bases, and industrial solvents
- Extended component lifetime — reduces wear in high-contact or unlubricated operating environments
Use Cases of DLC Coating
DLC is the practical choice when mechanical performance drives the decision:
Automotive powertrain components:
- Piston rings showed an 86% reduction in wear vs. gas nitriding in diesel engine tests
- ta-C coated rings recorded virtually zero radial wear after 1,080 hours of continuous heavy-duty operation
- Valve train tappets achieve friction reductions of 20–29% with DLC treatment
Precision cutting and forming tools:
- Prevents aluminum adhesion and reduces cutting forces on non-ferrous materials
- Facilitates chip evacuation in high-speed milling and drilling operations
- DLC-coated micro-drills achieved tool life 7× longer than uncoated equivalents

Medical and surgical instruments:
- Fully biocompatible and non-toxic, enhancing cutting efficiency and edge retention
- Silver- or copper-doped DLC introduces antimicrobial properties that reduce bacterial adhesion on surgical tools
The Aesthetic Limitation
DLC's color output is limited to anthracite and deep black. That makes it a poor fit for applications requiring branded color consistency, custom finishes, or multi-tone part matching. For those requirements, PVD's broader palette—golds, silvers, bronze, and custom tones—is the more practical path.
PVD vs. DLC: Which Coating Is Right for Your Application?
Four Key Decision Factors
1. Mechanical environment: What friction, wear, and load conditions will the part experience?
2. Thermal environment: Will the part operate at elevated temperatures? (PVD nitrides remain stable up to 600–900°C; DLC degrades/graphitizes above 350–500°C)
3. Aesthetic requirements: Do color, finish variety, or brand color standards apply?
4. Substrate type and production economics: What is the part material, production volume, and total cost of ownership?
Situational Guidance
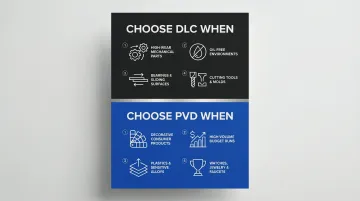
Choose DLC when:
- Dry friction reduction and extreme hardness are non-negotiable
- Parts operate in unlubricated or starved lubrication conditions
- Application involves high-contact sliding or rotating interfaces
- Examples: engine components, surgical tools, precision tooling
Choose PVD when:
- Decorative quality, color range, or substrate flexibility are priorities
- Cost-efficiency is critical for high-volume decorative components
- Parts combine functional and aesthetic requirements
- Examples: cosmetic packaging, architectural hardware, jewelry, automotive trim
Addressing the "Better PVD" Misconception
Those selection criteria clarify why framing this as a head-to-head ranking misses the point. DLC is not simply a "better PVD"—it is a specific carbon-based film deposited via certain PVD-compatible methods. The real comparison is between a metallic/ceramic PVD film and a carbon-based DLC film, and neither is universally superior.
Hybrid and Layered Approaches
Advanced applications sometimes combine both technologies. Engineers apply a PVD adhesion interlayer (such as CrN or TiN) beneath a DLC topcoat to improve bonding on steel substrates. This interlayer mitigates the high internal compressive stress that otherwise causes DLC delamination—a complementary approach rather than a forced either/or choice.
Practical Example: Cosmetic Packaging
A cosmetic packaging manufacturer needing a consistent rose gold finish on mixed plastic and metal components cannot use DLC (wrong color range, wrong substrate priority). However, they can achieve a precise, matched finish across both materials using magnetron sputtering PVD—the exact capability Providence Metallizing Company has delivered for global cosmetic brands for over 25 years.
Working with mixed substrates or complex color standards? Request a free sample from Providence Metallizing to see consistent PVD results across your actual components before committing to production.
Conclusion
Choosing between DLC and PVD comes down to matching the coating to what your application actually demands. Neither is universally superior—each excels in a different context:
- Choose DLC when mechanical performance is the primary driver: high hardness, low friction, and wear resistance under demanding conditions
- Choose PVD when aesthetics, color range, substrate flexibility, or production scalability matter—or when decorative and functional requirements need to coexist
Selecting the right surface treatment reduces rework, extends product life, maintains brand standards, and improves total cost of ownership. The best starting point is an honest review of your application's actual environment and requirements, working with a finishing partner who can guide material selection and process parameters from the start. Providence Metallizing Company has applied PVD and specialty coatings across industries for over 60 years—a resource worth tapping before committing to a process.
Frequently Asked Questions
What is the difference between PVD and DLC coatings?
PVD is a deposition process using metallic or ceramic materials (TiN, ZrN, CrN), while DLC is a specific carbon-based coating material that can be applied using PVD-related methods. The key functional differences: DLC offers superior hardness and lower friction, while PVD provides broader color range and substrate versatility.
Is PVD the same as DLC coating?
No. DLC is a subset of thin-film coatings that can be deposited using PVD-related techniques, but the two differ substantially in composition, appearance, and performance characteristics. Using them interchangeably leads to mismatched application outcomes.
Which is better: PVD or DLC coating?
Neither is universally better. DLC excels in high-friction, high-wear mechanical applications, while PVD is better suited to decorative, multi-color, or mixed-substrate applications. The right choice depends on the specific performance and aesthetic requirements of the part.
How long do PVD and DLC coatings last, and which is more durable?
Both are highly durable, but DLC typically wins in demanding mechanical environments. In diesel engine tests, DLC-coated piston rings showed virtually zero radial wear after 1,080 hours of continuous operation. Quality PVD coatings hold up equally well for decorative and corrosion-resistant applications, withstanding 500–2,000 hours in neutral salt spray tests.
Is DLC coating worth it?
DLC is worth the higher cost when the application genuinely demands ultra-low friction or extreme wear resistance, such as engine components or surgical tools. For decorative or high-volume color-finish applications, PVD delivers equal or better results at lower cost.
Can PVD coatings be applied to plastic or non-metal substrates?
Yes. PVD can be applied to a wide range of substrates including engineering-grade plastics (Nylon, Ultem, LCP, ABS, Polycarbonate), making it valuable for cosmetic packaging, consumer products, and assemblies that combine plastic and metal components. Substrate preparation and process parameters must be carefully controlled for optimal adhesion on non-metallic parts.