Introduction
Selecting the right PVD coating is a genuine production decision — one where tool life, efficiency, and surface appearance all depend on getting it right. TiN and TiCN are two of the most widely used PVD coatings across industries, from precision cutting tools to decorative hardware and cosmetic packaging.
Pick the wrong one, and you're looking at premature wear, failed finishes, or unexpected downtime.
Both coatings share a titanium nitride foundation, but that's where the similarities end. TiN handles higher operating temperatures; TiCN delivers harder, more wear-resistant surfaces but needs careful coolant management. Those differences directly affect tool life, surface quality, and whether your decorative finish holds up over time.
Key Takeaways
- TiN is a gold-colored PVD coating for ferrous metals, high-heat environments, and decorative finishes
- TiCN adds carbon to boost hardness by ~33% and cut friction by up to 50%
- TiN handles temperatures up to 600°C; TiCN oxidizes at 400°C
- Choose TiN for versatility, strong adhesion, and gold aesthetics
- Choose TiCN for abrasive cuts, aluminum substrates, and precision machining
- Both preserve substrate integrity through low-temperature PVD deposition
TiN vs TiCN: Quick Comparison
| Property | TiN | TiCN |
|---|---|---|
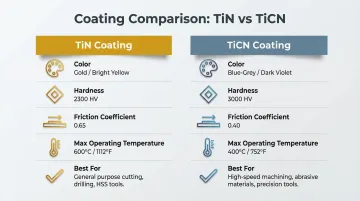
| Color | Gold/yellow | Blue-grey/metallic |
| Hardness | 2,000–2,400 HV (~24 GPa) | 3,000–4,600 HV (~32 GPa) |
| Friction Coefficient | 0.40–0.67 | 0.20–0.45 |
| Max Operating Temp | 550–600°C | 375–400°C |
| Cost | Lower; most common PVD coating | Higher; added process complexity |
| Best For | Ferrous materials, decorative, high heat | Non-ferrous, abrasive materials, low friction |
Color and Appearance
TiN's distinctive gold color is immediately recognizable — it's the warm metallic finish you'll find on plumbing fixtures, hardware, jewelry, cosmetic packaging, and architectural trim. That visibility has made it the default decorative PVD coating across many industries.
TiCN reads as blue-grey or steel-toned, which suits hardware, consumer electronics, and architectural applications where a cooler, industrial look is preferred. It's less common decoratively, but demand for the finish has grown as matte metallic aesthetics have gained traction in product design.
Hardness
TiN lands at approximately 2,000–2,400 Vickers hardness — durable for most applications, but not the ceiling for titanium-based coatings. TiCN reaches 3,000–4,600 HV, roughly 33% harder, because the carbon addition creates lattice distortion that resists deformation under load.
In practice, that hardness gap matters most when cutting abrasive materials. TiCN-coated tools hold their edge longer, which directly reduces regrinding frequency and replacement costs on demanding operations.
Coefficient of Friction
TiN's friction coefficient (0.40–0.67) is adequate for many applications, but at high speeds or with sticky non-ferrous materials, it can lead to built-up edge — where workpiece material welds to the cutting edge and degrades surface finish.
TiCN's lower range (0.20–0.45) changes that equation. Chips evacuate faster, adhesion drops, and the finished surface quality improves noticeably. For aluminum, copper, or other adhesion-prone materials, this difference alone can justify the coating choice.
Maximum Operating Temperature
TiN tolerates heat well — oxidation begins around 550–600°C, making it a reliable choice for dry cutting or moderate-heat machining environments. TiCN oxidizes earlier, around 375–400°C, so active coolant is needed in high-heat operations to prevent coating breakdown.
This is the tradeoff that often determines which coating is selected. When heat is the dominant variable, TiN holds the advantage. When friction and wear resistance matter more, TiCN wins despite the lower thermal ceiling.
Cost
TiN is the most widely available and cost-accessible PVD coating on the market — lower process complexity keeps pricing straightforward. TiCN runs slightly higher due to the carbon precursor chemistry and additional process controls required.
The cost difference rarely stands alone as a deciding factor. In abrasive or high-wear applications, TiCN's extended tool life and reduced regrinding frequency typically recover the premium quickly.
What is TiN Coating?
Titanium Nitride (TiN) is a hard ceramic coating deposited via Physical Vapor Deposition (PVD) at temperatures below 450°C. This low-temperature deposition is what makes it compatible with High-Speed Steel (HSS) and carbide substrates without altering their temper or geometry.
TiN forms a metallurgical bond that resists flaking, blistering, chipping, and peeling. Key performance properties include:
- Highest adhesion and ductility among standard titanium-based PVD coatings
- Excellent wear resistance and thermal stability
- Moderate friction coefficient, reducing built-up edge compared to uncoated tools
TiN's iconic gold color extends its value well beyond industrial tooling. Plumbing fixtures, hardware, jewelry, cosmetic packaging, and architectural finishes all benefit from its metallic gold appearance — functional through corrosion resistance, and visually distinctive. The coating is highly inert to acids, bases, and solvents, and meets FDA guidelines for medical devices and food contact.
Use Cases of TiN
Functional/Industrial Applications:
TiN is the go-to general-purpose coating for:
- Drilling, reaming, counterboring, and milling of ferrous materials (iron, alloy steel, low carbon steel, martensitic stainless steel)
- Shallow-hole drilling where moderate temperatures are generated
- Applications requiring superior adhesion and thermal stability
Decorative and Consumer-Product Applications:
TiN is widely used to impart durable gold finishes on:
- Cosmetic packaging and perfume caps
- Writing instruments and jewelry
- Plumbing hardware and architectural elements
- Hardware components requiring scratch resistance and chemical inertness
Providence Metallizing Company has been applying PVD TiN coatings since the 1980s for these applications, serving clients including Estée Lauder, L'Oréal, and Avon. Processing over one million parts per week, PMC applies TiN at the scale and consistency that cosmetic and consumer brands require.
What is TiCN Coating?
Titanium Carbonitride (TiCN) is a second-generation hard coating developed from TiN by introducing carbon atoms into the titanium nitride crystal structure. This carbon addition causes lattice distortion—the mechanism behind its significantly higher hardness and lower friction compared to TiN.
TiCN delivers:
- Higher surface hardness (3,000–4,600 Vickers vs. 2,000–2,400 for TiN)
- Lower coefficient of friction (0.20–0.45 vs. 0.40–0.67 for TiN)
- Smoother surface finish (Ra ~0.17 µm)
- Improved wear and built-up edge resistance
In practice, this means higher allowable cutting speeds, less tool chatter, better chip evacuation, and longer tool life in abrasive applications.
One trade-off to plan around: TiCN's oxidation onset is lower than TiN (~400°C). Proper coolant application is critical — without it, cutting-edge temperatures accelerate coating degradation.
Use Cases of TiCN
TiCN excels in drilling and reaming of:
- Cast irons (which contain abrasive SiC)
- High-silicon aluminum alloys (>12% Si content)
- Copper and abrasive non-ferrous materials
- Applications with particularly sharp edges or corners where chip adhesion is a problem
In testing on EN AW 2007 aluminum alloy, TiCN-coated inserts achieved a 60% increase in flank wear life compared to uncoated inserts. In 304 stainless steel machining, TiCN outperformed TiN by approximately 35% in tool life.

TiCN's blue-grey metallic appearance also finds a growing home in decorative applications — hardware, consumer electronics, and architectural elements where a cooler, steel-like finish is preferred. The PVD decorative coating market is projected to grow at 7.5% annually through 2033, with TiCN gaining ground for its hardness and color range, including rose gold, copper, and anthracite.
TiN vs TiCN: Which Should You Choose?
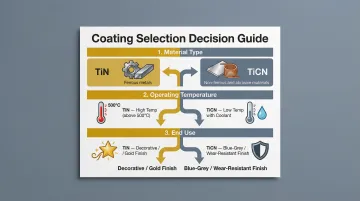
The right coating depends on three key variables: material being machined, operating temperature and coolant availability, and functional versus decorative end use.
Material-Based Recommendation
Choose TiN when:
- Working with ferrous materials (steel, alloy steel, iron) where adhesion and thermal stability matter most
- Machining low to moderate hardness materials that generate moderate heat
- Superior substrate adhesion is critical
Choose TiCN when:
- Working with non-ferrous abrasive materials (aluminum alloys, copper, cast iron)
- Maximum hardness and lower friction deliver longer tool life
- Chip adhesion (built-up edge) is the primary failure mode
Temperature-Based Recommendation
TiN holds the advantage in heat-intensive environments:
- Operating in high-heat or dry machining environments where oxidation resistance above 500°C is needed
- Coolant delivery is inconsistent or unavailable
- Thermal stability is the limiting factor
TiCN performs better when temperature is controlled:
- Coolant is consistently applied and temperature control is reliable
- The priority is maximum hardness and lubricity at moderate temperatures (below 400°C)
- Chip evacuation and surface finish are critical
Decorative/Functional Hybrid Applications
For applications where appearance and performance intersect, the choice often comes down to color preference and abrasion requirements.
Choose TiN when:
- A gold color is required or preferred
- Superior adhesion is critical for high-volume decorative PVD
- The application requires biocompatibility or food-contact compliance
- Chemical resistance to perfumes, solvents, or cleaning agents is needed
Choose TiCN when:
- A harder, lower-friction surface with a blue-grey aesthetic is desired
- Enhanced abrasion resistance justifies the higher cost
- Unique color profiles (rose gold, copper, anthracite) are preferred
Real-World Applications: Where Each Coating Shines
TiCN in Precision Machining
TiCN is frequently selected for drills and end mills working on high-silicon aluminum engine components and cast iron brake parts. Pure aluminum is sticky and requires sharp cutting edges; over-eutectic aluminum with high silicon content (>12%) is highly abrasive. Cast irons contain SiC, which is very abrasive to the cutting edge. TiCN provides the necessary abrasive wear resistance for these applications.
The performance data backs this up. In comparative testing on 304 stainless steel, TiCN-coated end mills outperformed TiN by approximately 35% in tool life. For aluminum machining, TiCN-coated inserts achieved nearly 60% longer flank wear life compared to uncoated tools.
TiN in Decorative and High-Volume Consumer Applications
TiN has long been the coating of choice for cosmetic packaging, perfume bottle components, and premium hardware. Providence Metallizing Company introduced PVD TiN coating capabilities in the 1980s and now produces over a million parts per week for brands including Estée Lauder, L'Oréal, and Avon — delivering durable, jewelry-quality gold finishes at industrial scale.
PVD finishes like TiN are exceptionally resistant to scratching, cleaning agents, and salty sea air, making them superior to traditional electroplated polished brass. High-end beauty brands use PVD metallic finishes and gold accents to create a sense of luxury and exclusivity in packaging.
Need TiN or TiCN coating for decorative applications? Providence Metallizing Company offers free sampling services and application guidance for packaging, jewelry, hardware, and consumer products. Contact them at 401-722-5300 or inquiries@providencemetallizing.com to discuss your application requirements.
Frequently Asked Questions
What is the purpose of tool coating such as TiN and TiCN?
Coatings like TiN and TiCN are applied to cutting tools and components to increase surface hardness, reduce friction, improve wear resistance, and extend service life. They also provide corrosion protection and, for decorative applications, a premium metallic appearance with minimal thickness buildup.
Is titanium nitride the same as TiN?
Yes, TiN is simply the chemical symbol abbreviation for Titanium Nitride (Ti = Titanium, N = Nitrogen). Both terms refer to the same gold-colored PVD hard coating used across machining and decorative finishing.
What is TiCN coating good for?
TiCN is particularly effective for drilling, reaming, milling, and tapping of cast iron, aluminum alloys, copper, and abrasive materials. Its high hardness and low friction coefficient deliver sharp edge retention and reduced chip adhesion across these operations.
Is TiCN coating good for stainless steel?
TiCN can be used on stainless steel in moderate-temperature cutting applications, but its lower oxidation threshold (~400°C) means coolant must be actively applied. For high-heat stainless steel machining, TiAlN or AlTiN may be more suitable due to their superior high-temperature oxidation resistance.
Is TiCN coating good for aluminum?
TiCN is one of the better choices for aluminum machining due to its low friction coefficient and high hardness, which reduce aluminum adhesion to the tool surface. It is specifically recommended for cutting aluminum with high silicon content (>12%), which is highly abrasive.
Is titanium nitride coating worth it?
For most applications, yes. Rigorous testing shows TiN delivers a 24–30% tool life increase in standard milling — treat marketing claims of 3–4x gains with skepticism. For decorative use, it adds durable corrosion resistance and a premium metallic appearance with minimal thickness buildup.
Conclusion
TiN remains the stronger choice for general-purpose use, high-temperature environments, decorative applications, and ferrous material machining. TiCN earns its place when maximum hardness, lower friction, and non-ferrous material performance are the priority—provided temperature is managed through proper coolant application.
Both coatings extend tool life, reduce downtime, improve surface quality, and resist corrosion. The differences come down to where each performs best:
- TiN: General machining, ferrous metals, high-heat environments, decorative finishes
- TiCN: Non-ferrous metals, high-wear applications, low-friction requirements with coolant support
Match the coating to your substrate, operating environment, and end-use demands. Whether you're machining aluminum engine components or finishing cosmetic packaging, the right coating is the one built for your specific conditions—not the one with the longer spec sheet.